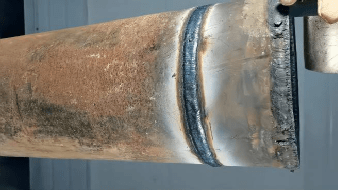
横向焊缝

以及焊缝和母材之间的过渡部位不平滑,表面粗糙,焊缝纵,横向不整齐
图片尺寸869x497
需要进行疲劳计算的构件,垂直于作用力方向的横向对接焊缝受拉时应为
图片尺寸450x252
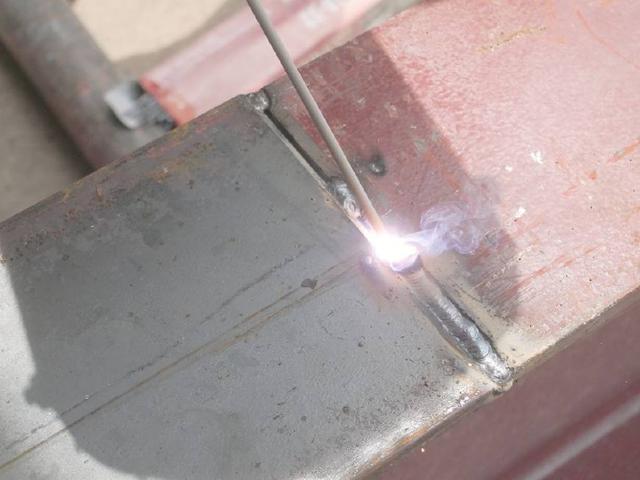
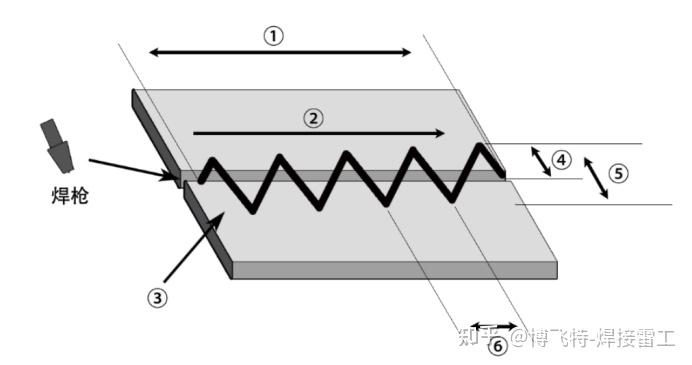
手工电弧焊操作是由沿焊接方向前进,沿焊缝横向摆动和向熔池方向送进
图片尺寸640x480
教你白钢焊条的热接头操作方法-亨孚科技|不锈钢|焊缝|电弧_网易订阅
图片尺寸600x400
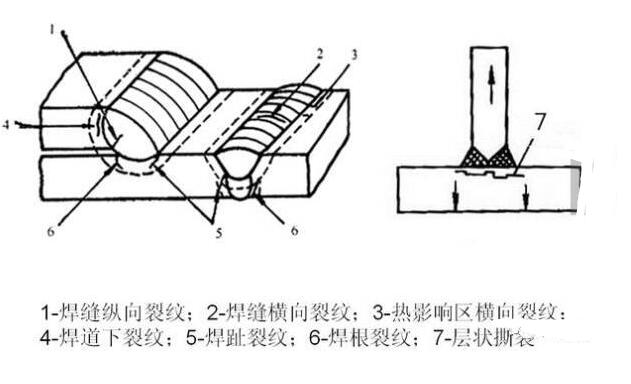
按其产生的部位不同,可分为纵向裂纹,横向裂纹,熔合线裂纹,焊缝缚部
图片尺寸540x779
在焊接前要做焊前准备然后引弧,沿着焊缝纵向直线运动,同时做横向摆动
图片尺寸600x400
操作时应面对焊缝,上身立稳, 脚呈半开步,右手握住焊枪后,手腕能自由
图片尺寸668x424
其质量等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或t型对接与
图片尺寸400x300
位于结晶中心线的纵向裂纹,也有垂直于焊缝的横向裂纹,或在弧坑中产生
图片尺寸601x463
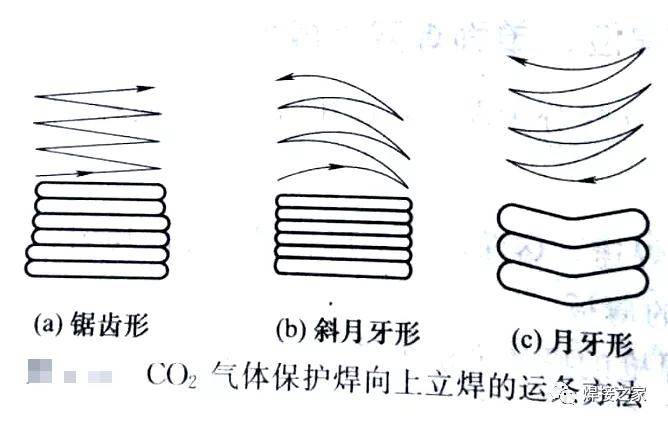
气保焊的操作方法与使用(气保焊的操作方法与使用方法)
图片尺寸570x290
岳泓全位置管道自动焊小车焊缝跟踪的原理
图片尺寸605x807
第三部分 焊接缺陷ppt 二,焊缝缺陷 1,裂纹 放射性裂纹 横向裂纹 弧
图片尺寸1080x810
沿焊缝轴线部位易引起纵向收缩,沿垂直于焊缝轴线部位易引起横向收缩
图片尺寸674x299
1现象:在焊接过程或焊接之后,在焊接区域内出现金属破裂,它产生在焊缝
图片尺寸1120x840
产生角变形的原因是,焊缝的截面总是上宽下窄,因而横向收缩量在焊祆
图片尺寸752x1034
冷裂缝一般是指焊缝在冷却过程中至a3温度以下所产生裂缝.
图片尺寸631x384
答:焊缝冷却时,由于温差不均匀使各部位产生的
图片尺寸663x384
其它 采用磁铁辅助定位,盖板自动焊实验 写美篇焊接横向焊缝第二段时
图片尺寸2133x1200
横向摆动运条进行焊接其目的是使焊接时电弧产生的热量能够集中到焊缝
图片尺寸338x190
①焊缝更宽:横向摆动运条比直线运条的焊缝更宽;②焊缝余高小,可满足
图片尺寸692x365